Diamond Wheel Re-Dressing – In’s and Out’s
DRESSING GRINDING WHEELS

A good indication that a wheel needs dressing is an increase of 3 amperes or more in motor current draw, jumping of the ammeter, or fluctuation in the ammeter reading. When any of these conditions occurs, the groove in the wheel must be dressed.
The following steps describe the process for dressing the diamond grinding wheels using stones designed for this purpose.
Diamond wheels, depending upon the manufacturer and base metal bond, vary considerably in service life from one half million to over one and
one half million linear inches.
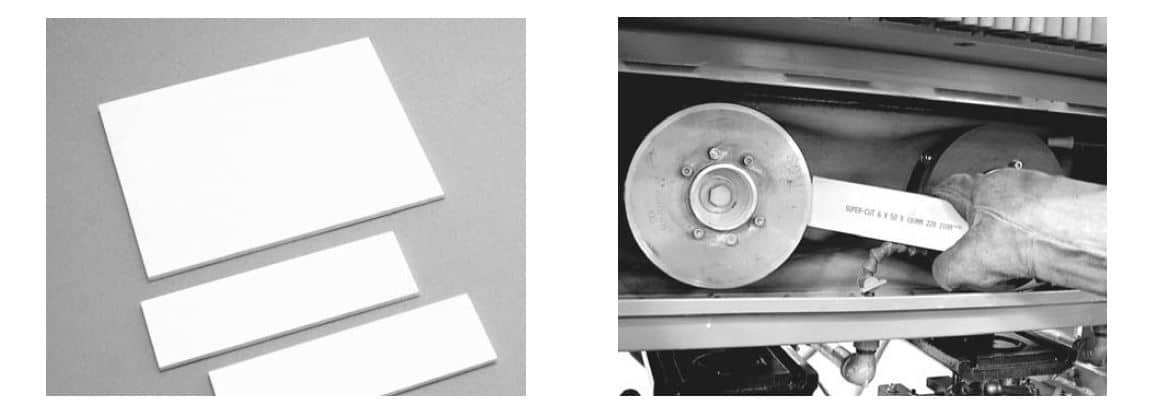
 Always start and stop the motor and apply the dressing tool as the motor is ramping down. Application of the dressing tool when the motor is under power is dangerous. Apply the stone to the side of the wheel that is rotating upward. Wear heavy leather gloves, protective clothing and eye protection when dressing wheels. Avoid contact with the moving wheel. Failure to exercise these precautions could cause serious injury.
Always start and stop the motor and apply the dressing tool as the motor is ramping down. Application of the dressing tool when the motor is under power is dangerous. Apply the stone to the side of the wheel that is rotating upward. Wear heavy leather gloves, protective clothing and eye protection when dressing wheels. Avoid contact with the moving wheel. Failure to exercise these precautions could cause serious injury.
Be extremely careful while performing the dressing operations. Dressing stones wear quickly. Do not hold your fingers opposite the wheel on the dressing stone. Do not allow the wheel to cut off a piece of the stone as it could act as a projectile and cause serious injury.
 Never attempt to dress a diamond wheel with a dry stone. Either have the coolant pump ON or wet the stone thoroughly before applying the stone to the wheel. The material from the wheel, unless washed away during dressing, will plug the pores of the diamond wheel and
Never attempt to dress a diamond wheel with a dry stone. Either have the coolant pump ON or wet the stone thoroughly before applying the stone to the wheel. The material from the wheel, unless washed away during dressing, will plug the pores of the diamond wheel and
inhibit the shaping process.
Diamond Grinding Wheel
1. The procedure for dressing a diamond grinding wheel:
a) Start the edger by depressing the START switches on the pump and grind spindle controls.
b) At the wheel to be dressed, allow the motor to come to full speed and then press the switch to the STOP position. While the motor
is coasting to a stop, apply the dressing stone firmly against the working surface of the wheel. Make sure the stone contacts the entire working area of the wheel. The wheels cut primarily on the inside edges.
c) Repeat the previous steps three or four times to complete the dressing process. When the wheel cuts the stone freely, the
dressing procedure is done.
d) Rotate wheel clockwise by hand 3 or 4 turns holding pressure on the wheel with the dressing stick. This will clean out the
diamond wheel.
Polishing Wheel
 Polishing wheels are made of a composite material, rather than the metal that is used in the grinding wheels. They do require periodic
Polishing wheels are made of a composite material, rather than the metal that is used in the grinding wheels. They do require periodic
edge dressing if the polishing wheel is overheated due to lack of coolant or excessive cutting loads. The face will become glazed over and it will be necessary to remove this glaze. Also, a new wheel will require the contour to be grooved in before being able to be put it into service. This procedure is as follows:
Always start and stop the motor and apply the dressing tool as the motor is ramping down. Application of the dressing tool when the motor is under power is dangerous. Apply the stone to the side of the wheel that is rotating upward. Wear heavy leather gloves, protective clothing and eye protection when dressing wheels. Avoid contact with the moving wheel. Failure to exercise these precautions could cause serious injury.
1. Visually inspect the wheel for glazing, or, if it is a new wheel, any obvious signs of damage. To wear the wheel in:
a) Start the edger by depressing the START switches on the pump and polish spindle controls.
b) While running glass through the machine, adjusting the polishing wheel spindle upwards until the entire edge is polished.
c) Repeat the previous step as many times as is required. For some polishing wheels, this can be a time consuming process. An
alternate method is described in the next step.
2. Visually inspect the face of the wheel. If a glossy patches or glazing is present:
a) Start the edger by depressing the START switches for the COOLANT, GRIND, POLISH and CONVEYOR.
b) Run a dressing board through the grinding and polishing wheels while adjusting the polishing wheel spindle upwards. The board
will be ground to shape by the diamond wheel and the polishing wheel will be dressed to the same shape as it passes through the
edger.
c) Repeat the previous steps three or four times to complete the dressing process and ensure that the groove is deep enough.
In both methods ALWAYS turn the coolant pump ON to start the flow of coolant. Press both spindle 1 and 2 start buttons to start the
operation of the wheels. Turn the conveyor ON – FORWARD.
The latter method is obviously faster but it can be more damaging to the diamond grinding wheel due to the hard abrasive material the
dressing board is comprised of.
If your diamond wheel is in need of a professional re-dress we do offer a redressing service. Please contact us below for pricing and information
If you need a new Diamond wheel, Polish Wheel, Dressing Stick/Boards or coolant you can order online from our webstore